分享:采煤机减速箱轴齿轮开裂原因分析
发布时间:2024-05-16来源:安博体育电竞下载安装点击:1
摘 要:采煤机减速箱用轴齿轮在仓库存放期间发生贯穿性轴向纵裂,采用宏观分析、化学成分 分析、力学性能测试、断口分析以及金相检验等方法,并结合轴齿轮具体加工工艺对轴齿轮开裂原 因进行了分析.根据结果得出:该轴齿轮裂纹为氢致延迟裂纹,在氢和内应力的共同作用下,在轴齿轮 表层非马氏体组织所在的应力集中部位产生微裂纹,加之后续回火不充分,微裂纹继续扩展,最终 导致轴齿轮纵向开裂.
中图分类号:TG115.2 文献标志码:B 文章编号:1001G4012(2018)07G0540G05
采煤机用渗碳齿轮钢具有良好的淬透性及冲击 韧性,经渗碳淬火热处理后具有高的接触疲劳强度、 疲劳极限、硬度和耐磨性[1].该钢种是一种高级优 质钢,为达到优异的综合性能,热处理过程要求极 严,稍有不慎就会产生各种问题[2].某公司生产的 ϕ160mm 规格18Cr2Ni2WA 钢轴齿轮主要热处理 工艺为:毛坯粗车 → 正火 → 调 质 处 理 → 滚 齿 → 渗 碳→淬火→深冷处理→低温回火.该轴齿轮在成品 进货检验过程中未见异常,而在仓库放置4个多月 后发生贯穿性轴向延迟性开裂.该型号轴齿轮是采 煤机减速箱关键传动件,使用过程中一旦发生失效, 会对煤矿生产造成严重影响和重大经济损失.为查 找该轴齿轮开裂的原因,笔者采用宏观分析、化学成 分分析、力学性能试验、断口分析以及金相检验等方 法,并结合轴齿轮具体加工工艺对开裂轴齿轮进行 了检验和分析,并提出了改进措施.
轴齿轮裂纹宏观形貌如图1a)所示,裂纹沿纵 向分布,走向平直,齿轮近大齿一侧轴端面裂纹沿直 径贯穿圆截面,另一端裂纹扩展长度不足端面直径 一半,如图1b)所示.将轴齿轮裂纹打开,断口呈现 结晶状断口形貌,裂纹源见图2箭头所指区域,该区 域平整呈扇形,断面接着扇形裂纹源区向外呈放射 状,而后向四周扩展,该扇形区对应图1中箭头所指 的轴承挡台阶与裂纹相交处.观察开裂零件,图1箭头所指轴承挡台阶处有一个宽约3 mm 的退刀 槽,轴径及表面粗糙度均在该处发生突变.观察轴 轮齿断口,可见断口平坦,局部有小凸起,边缘均呈 不同程度放射状,由裂纹宏观形貌以及断口形貌可 判断,该轴齿轮内应力较大.沿轴齿断口平行面取 样,如图3所示,经检测整个截面未见缺陷.
在失效轴齿轮上取样,采用 ARL3460 直读光 谱 仪分析其化学成分,结果见表1,可见其各元素含量均符合 GB/T3077-2015对18Cr2Ni2WA 钢成 分的技术要求.

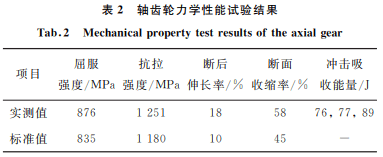
在开裂轴齿轮花键端近1/2半径处取样,分别 对其进行拉伸试验和冲击试验,结果见表2,可见轴 齿轮的各项力学性能均符合相关企业标准要求.由 冲击试验结果可知,该齿轮的韧性较好.
对轴齿轮齿部进行硬度及有效硬化层深度检 测,齿面及齿顶硬度为 59~61 HRC,心部硬度为 36~39HRC,零件齿部节圆附近有效硬化层深度 为1.65mm,均符合该轴齿轮图纸技术要求.
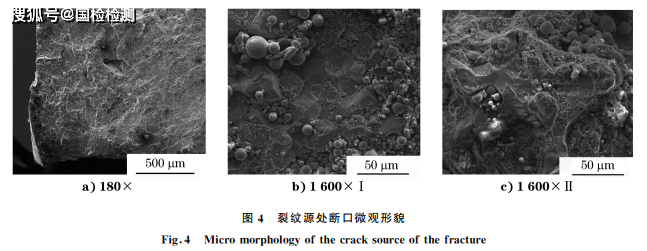
在轴齿轮裂纹源处取样进行超声波清洗,采用 HITACHISG3400N 扫 描 电 镜 观 察 其 形 貌,结 果 如 图4所示.可见裂纹源处断裂方式以沿晶为主,在沿 晶面上存在较多发纹,呈典型脆性断裂特征,未见明 显夹杂物;图4b)中局部可见碎块状断口形貌特征, 断裂晶面上出现较明显层片状特征,局部呈现鸡爪纹形貌,上述均为典型的氢致损伤缺陷微观形貌特征. 观察图4c)可发现,断裂面局部区域在断裂过程中形 成较多韧窝,沿晶断裂与撕裂棱上的韧窝共存也是氢 致开裂的特征之一.高倍下观察可见断面存在氧化, 推测可能是试样开裂后存放过程中空气氧化所致.
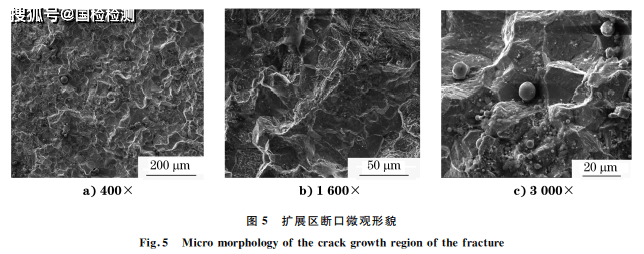
扩展区断口形貌如图5所示,可见扩展区断裂 方式也是以沿晶断裂为主,未发现明显夹杂物,断口 呈现沿晶、准解理和韧窝的混合断裂形貌,局部区域 存在二次裂纹.图5b)中断裂晶面上氢致延迟裂纹 断口的层片状特征明显.
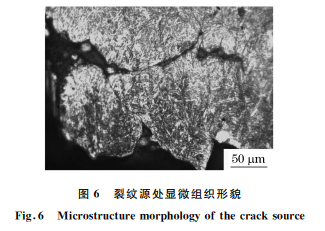
将断口 试 样 垂 直 断 裂 面 制 成 金 相 试 样,采 用 NEOPHOTG21型光学显微镜进行观察,抛光态下 未见异常夹杂物,腐蚀态下断口边缘未见氧化脱碳. 近轴表面裂纹源处观察到微裂纹,如图6所示,裂纹 呈沿晶分布,并与断裂面大体平行,裂纹周边未见脱 碳,亦无夹杂物.
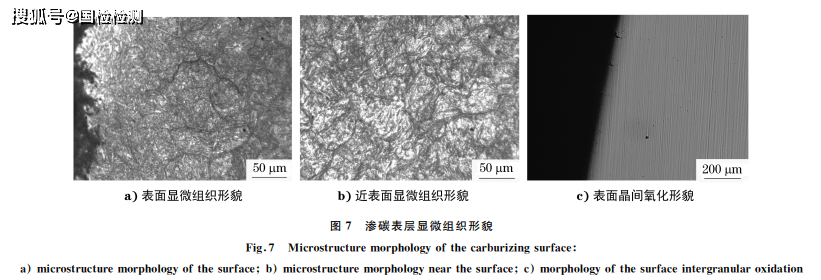
在裂纹源附近从轴齿轮渗碳表面到心部方向取 样,并进行显微组织观察,发现渗碳表面显微组织为隐针马氏体+残余奥氏体+黑色网状非马氏体组 织[3],如图7a)所示,渗碳表面未见氧化脱碳.近表 面的显微组织如图7b)所示,为细针状马氏体+隐 针马氏体+残余奥氏体+黑色网状非马氏体组织, 表层非马氏体组织为异常组织,其含量由表层向内 层逐渐减少.图7c)为抛光态未侵蚀表层试样的微 观形貌,可见零件渗碳表面有晶间氧化现象.
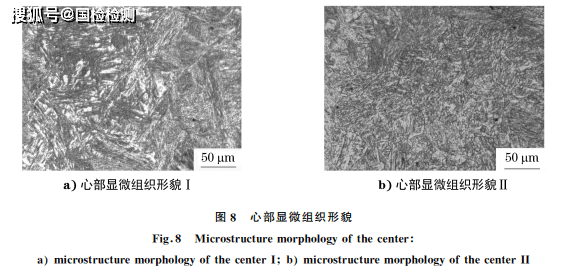
轴齿轮心部显微组织如图8a),b)所示,图8a) 处为粗大板条马氏体和贝氏体,图8b)处为贝氏体 和板条马氏体.上述两处显微组织晶粒度差异较 大,说明零件心部显微组织不均匀.
通过了解轴齿轮热处理工艺,除花键采取防渗 碳措施外,其他部位均进行渗碳处理,笔者对轴端和 齿部从渗碳表面到心部组织都进行了显微组织观 察,发现二者组织状态基本一致.
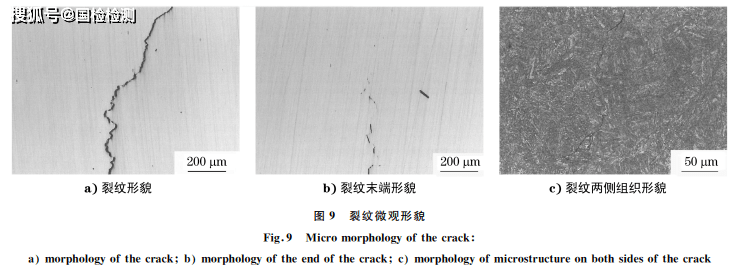
低倍下检查存在裂纹部位,并取样进行金相检 查,如图9所示.裂纹头部尖细,呈沿晶扩展形貌, 具有显著的应力性裂纹特征,非原材料裂纹.侵蚀后形貌如图9c)所示,裂纹两侧未见氧化脱碳现象, 显微组织为贝氏体和板条马氏体.
由上述理化检验结果可知,失效轴齿轮的化学 成分、力学性能、硬度及有效硬化层深度均符合相关 标准技术要求.试样宏观检查结果表明,零件裂纹 源位于大齿一侧轴承挡根部退刀槽附近.裂纹源区 域平整呈扇形,断面接着扇形裂纹源区呈放射状向 四周扩展,最终发生纵裂贯穿轴齿轮全长.由此以 可判断,该轴齿轮内应力较大.由断口微观形貌分 析可知,裂纹源处断裂方式以沿晶断裂为主,在沿晶 面上存在较多发纹,呈典型脆性断裂特征,未见明显 夹杂物.断口局部可见碎块状断口形貌特征,断裂 晶面上出现较明显的层片状特征,局部呈现鸡爪纹 形貌,上述均为典型的氢致延迟开裂特征.扩展区 断裂方式也是以沿晶断裂为主,未发现明显夹杂物, 断口呈现沿晶、准解理和韧窝的混合断裂形貌,局部 区域存在二次裂纹.由金相检验结果可知,零件渗 碳表层显微组织为隐针状马氏体+残余奥氏体+黑 色网状非马氏体组织,非马氏体组织为异常组织,经 对未侵蚀的渗碳表面试样进行观察确认,该异常组织由晶间氧化造成,该组织是合金钢在渗碳气氛中 加热时,表面与气氛中的二氧化碳、氧气、水蒸气相 互作用而产生的.晶间氧化使表层奥氏体中的合金 元素贫化,降低奥氏体稳定性,在后续淬火冷却过程 中奥氏体转变为屈氏体、贝氏体等非马氏体组织. 该类组织基本分布在晶界上,含量由表层向内层逐 渐减少.研究表明[4G5],晶间氧化层愈深,表面张力 愈大,同时晶间氧化产生的黑色网状非马氏体组织 与其他基体组织存在形变差异.因此在淬火过程产 生的表面拉应力及氢的共同作用下,存在非马氏体 组织显微的晶界处极易产生应力集中,进而导致微 裂纹的产生.
经观察,零件心部显微组织为贝氏体和板条马 氏体,局部有粗大板条马氏体存在,或为加热过程中 晶粒长大导致.结合加工方给出的热处理工艺,轴 齿轮渗碳后在炉内缓冷1h后加热淬火,在该工艺 下易使组织晶粒粗大,还会使大量奥氏体得以遗留, 导致渗碳层残余奥氏体含量增多,同时粗大的组织 易使材料的抗断强度有所降低[6G7].
通过低倍检查裂纹部位,发现裂纹头部尖细,呈 沿晶扩展形貌,具有显著的应力性裂纹特征,非原材 料裂纹.裂纹两侧未见氧化脱碳现象,裂纹两侧组 织为贝氏体和板条马氏体.
该采煤机减速箱轴齿轮为仓库存放期间在未受 外力情况下,发生的延迟性开裂,该齿轮内应力较 大,裂纹沿齿轮轴纵向分布,横向已穿透轴中心,裂 纹整体平直,呈张开型,具有显著应力性裂纹特征, 裂纹周围未发现明显夹杂物及脱碳;裂纹源区以沿 晶断裂为主,呈现明显氢致延迟性开裂特征.氢致 延迟断裂是由于材料本身、环境条件及应力作用下 而产生的一种断裂现象,应力集中和氢的聚集是高 强度合金钢发生氢致延迟断裂的必要条件[8G9].目 前,在气体渗碳中还没有不渗氢的渗碳方法,因此渗 碳过程必然伴随有渗氢过程.轴齿轮在热处理应力 作用下,处于材料点阵间隙中的氢原子向存在非马 氏体组织形成的应力集中部位扩散,并聚集在晶界 处,氢的聚集使晶界表面能降低,晶界进一步脆化, 导致微裂纹的产生.产生微裂纹后,降低了裂纹尖 端的氢含量,新的高应力集中区又形成,应力作用使 氢再度扩散聚集至应力集中区,裂纹扩展发生在氢 含量达到临界值时,这一过程持续进行.在氢和应 力交互作用下,形成氢致延迟裂纹.加之后续回火 不充分,未有效消除残余内应力,各种应力在裂纹源处产生集中,并在最有利于释放能量、产生开裂的微 区不断加剧,当应力超过材料抗拉强度时便失稳发 展成为宏观纵向裂纹,随着应力释放裂纹不断扩展, 最后导致轴齿轮开裂.
该轴齿轮裂纹为氢致延迟裂纹,在氢和内应力 的共同作用下,在轴齿轮表层非马氏体组织所在的 应力集中部位产生微裂纹,加之后续回火不充分,微 裂纹继续扩展,最后导致轴齿轮纵向开裂.
建议轴齿轮在渗碳装炉前需清理炉内残余物, 检查渗碳炉密封性,并在渗碳初期低温状态时滴入 适量煤油,使炉内处于高碳势,还原炉内的氧化性气 体,有很大效果预防渗碳晶间氧化现象;同时根据齿轮使用 要求,选择最佳渗碳工艺,经过控制通气量和通气时 间,以控制炉内气氛中的氢含量.建议工艺允许的 情况下,将渗碳后热处理工艺改为渗碳后空冷+高 温回火+淬火处理,消除零件基体组织晶粒长大现 象.该轴齿轮内应力较大,可能与该零件经深冷处 理后回火不充分有关,在保证轴齿轮性能情况下建 议适当提高回火温度和保温时间,消除内应力,同时 降低材料的氢脆敏感性.
[1] 潘邻.化学热处理应用技术[M].北京:机械工业出版 社,2004.
[3] 王维发,王星,王培科,等.采煤机齿轨轮淬火开裂原 因分析[J].理化检验(物理分册),2016,52(2):146G 148.
[4] 陈衍礼.有氧环境下渗碳层缺陷组织及其对性能的 影响[D].大连:大连海事大学,2009.
[5] 王有铭,王海凤,王永杰.17Cr2Ni2MoA 大齿轮渗碳 中发生内氧化原因和预防[J].机械工程师,2010(4): 124G125.
[6] 任玉锁,刘俊英,王振亭.18Cr2Ni4WA 钢制渗碳齿轮 轴纵裂缘由分析[J].金属热处理,2003,28(6):60G62.
[7] 陈大专,章宇顺,冯爱新,等.17Cr2Ni2Mo钢制 齿 轮 开裂缘由分析[J].热加工工艺,2013,42(4):228G231.
[8] 宋亚虎,刘铁山,孙胜伟,等.20CrNi2MoA 齿轮轴锻 件缺陷分析[J].理化检验(物理分册),2015,51(3): 219G221.
[9] 牟小维,孙梅红,宁玫,等.氢损伤缺陷分析[J].天津 冶金,2007(1):21G22.
